
What is an Aspheric Lens
An aspheric lens or asphere is a lens whose surface profiles are not portions of a sphere or cylinder, and is ideal for light collection, projection, illumination, detection, and condensing applications.
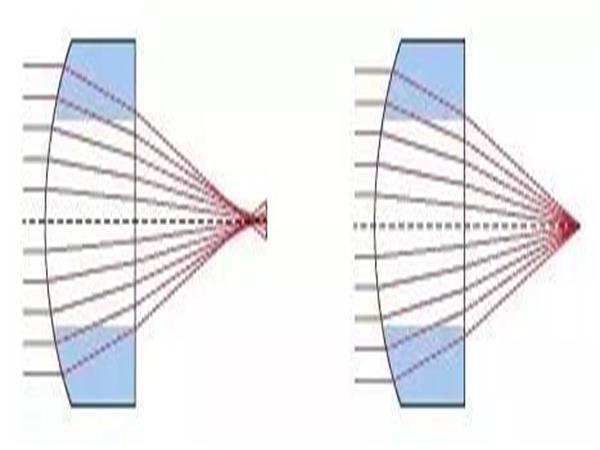
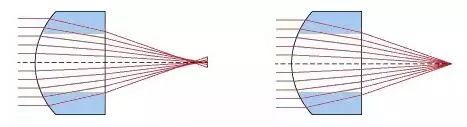
The most obvious benefit of aspheric lenses is their ability to correct spherical aberration, an optical effect creating a blur. Spherical aberration is commonly seen in spherical lenses, such as plano-convex or double-convex lens shapes, but aspheric lenses focus light to a small point, creating comparatively no blur and improving image quality. An aspheric lens can be designed to minimize aberration by adjusting the conic constant and aspheric coefficients of the curved surface of the lens.
Below figure shows a spherical lens with significant spherical aberration compared to an aspheric lens with practically no spherical aberration.
In addition, aspheric lenses allow optical designers to correct aberrations using fewer elements than conventional spherical optics. For example, in zoom lenses where ten or more lens elements are typically used, two aspheric lenses can be substituted for a handful of spherical lenses in order to achieve similar or better optical results, while reducing system size and potentially reducing the overall cost of production.
Manufacturing of aspheric lens
Normally speaking, large aspheres are made by grinding and polishing. Lenses produced by these techniques are used in telescopes,missle guidance systems and scientific research instruments. They can be made by point-contact contouring to roughly the right form which is then polished to its final shape. In other designs, such as the Schmidt systems, the aspheric corrector plate can be made by using a vacuum to distort an optically parallel plate into a curve which is then polished “flat” on one side. Aspheric surfaces can also be made by polishing with a small tool with a compliant surface that conforms to the optic, although precise control of the surface form and quality is difficult, and the results may change as the tool wears.
There are usually four techniques to fabricate aspherical lenses, stating below.
| Type | Advantage |
| Precision Glass Molded | Ideal for high volume production requirements because rapid production of many lenses allows for amortization of large up-front tooling charges. |
| Precision Polished | Ideal for prototypes or low to mid-volume requirements because of short lead times and low tooling costs. Also ideal for the highest performance requirements. |
| Polymer Molded | An ideal alternative to Glass Molding for mild aspheric departures or mid-volume production. |
| Injection Molded | Ideal for volume production as a weight-sensitive, low cost alternative to glass aspheric lenses. |
Let us elaborate on our precision polishing method in detail below.
Precision Polishing
The expensive CNC machine, the time-consuming processing are the main reasons for the high price and low production capacity of this process route. This method is suitable to produce small and medium quantity of aspherical products with high requirements for surface accuracy and damage threshold. The materials have been ranging from DUV to IR.
-
Principle of precision CNC polishing for aspheric lenses
Like traditional polishing, precision CNC machining also belongs to the Material Remove Process (MRP), which uses milling, cutting, grinding, and polishing methods to remove surface materials from parts. The difference is that precision CNC polishing is based on the digitization and quantification of theoretical assumptions and machining experience. Computer-controlled tools scan the ideal aspherical surface of the workpiece, accurately removing the surface of the part through “point” (or small area) contact during the process, thereby greatly improving machining accuracy and repeatability.
Obviously, the larger the aperture of an aspherical lens, the more materials need to be removed and the longer the processing time; Similarly, the greater the offset between the aspherical surface and the spherical surface (i.e., asphericity), the steeper the surface, and the higher the processing cost.
-
Process of precision polishing for aspheric surfaces
The precision CNC polish is generally divided into two steps:
Firstly, the spherical blank is milled with a precision grinding wheel to produce an aspheric contour that meets the requirements of the surface shape equation. While having the surface damage layer as small as possible, the surface shape must also reach a certain accuracy.
Next is polishing, where pre-polishing completely removes the damaged layer, and then repeatedly refines the surface shape through corrective polishing until it fully meets the requirements on surface quality, as shown as follows:
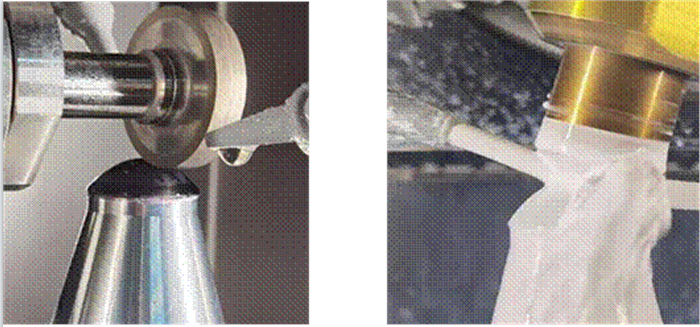
Grinding Polishing
Please see the the whole specific process as follows:
1) Production of curvature radius
First, produce the general spherical curvature of the lens, which, like the cutting and rounding of previous steps, is same as the traditional spherical surface manufacturing method. The process is also called curve generation.
2)Grinding
Grinding tools mainly include butterfly shaped grinding wheels and cup shaped grinding tools.
The grinding process has two steps: rough grinding and fine grinding:
Rough grinding uses a coarse grinding wheel with larger particle size (such as D64) to quickly mill the spherical blank into an aspherical contour. It is worth noting that a deep surface damage layer of the material has been an incidental result.
Next is fine grinding, which involves re-milling with a finer grinding wheel (say D20) to reduce surface damage layers. If the flatness value is large (such as>3um), adjust data to meet a desired accuracy (such as<3um).
Before milling, appropriate grinding wheels should be selected based on the lens aperture size. During processing, equipment parameters such as feed speed and rotational speed of the grinding wheel should be adjusted to achieve the best milling effect.
In-process metrology ( for example, Taylor Hobson PGI Optics) is used to monitor all key specifications such as aspheric profile, center thickness etc. between grinding steps.
Data from in-process is fed back to the CNC grinder which can self-correct during the whole process. Each grinding step utilizes progressively finer diamond pieces.
3)Polishing
Usually, polishing has also two steps:
Firstly, preliminary polishing is carried out.
Tools such as polishing pads and slurry are used to completely remove subsurface damage caused by grinding and therefore convert the ground surface to a polished one. Other common polishing tools include sponge pad, wheel polishing.
If the surface accuracy does not meet the requirements, it needs the further correction polishing, or precision polishing, and the specific process is:
(1) Measure and obtain current surface optical data.
(2) Compared with the ideal surface shape, the discrepancy is entered to obtain the material removal distribution function △ Z for this processing cycle;
(3) Set the polishing parameters, calculate the dwell time and optimal machining path, and the computer will simulate the polishing results accordingly. If it does not meet the requirements, reset the polishing parameters and simulate again;
(4) When the simulation results are acceptable, and a correction polishing cycle is initiated;
(5) After a cycle is completed, measure new surface data and come up with the discrepancy for the next correction polishing cycle. Repeat this process until the surface accuracy demands are all met.
The control flowchart is as follows:
4) Centering
The mechanical and optical axes of the lens should be aligned by grinding its outer diameter.
5) Cleaning
Next, the lens is cleaned by methods like using ultrasonic cleaning.
6) Optical Coating
If customer require optical coating, say 1064nm Anti-Reflective V-coating to maximize transmission, the lens will then enter to the coating process.
7) Inspection.
All key specifications such as Radius Curvature, PV, RMS, Scratch&Dig, Flatness, Sizes etc. should go through a thorough inspection by the quality team of Photonchina. We use a wide range of metrology techniques to verify aspheric surface tolerances: 2D/3D profilometry, Mahr profiler, Taylor Hobson profiler, Zygo, etc.
With advanced OptoTech, SatisLoh ultra precision CNC grinding and polishing equipment, Single point diamond tuning lathe, aspherical lens or acylindrical lens made by Photonchina has gained valuable trust from customers both domestic and abroad.
Photonchina’s aspheric lens manufacturing capabilities
| Standard | Premium | Photonchina ability | |
| Diameter | 10 – 150mm | 5 – 150mm | 5 – 200mm |
| Diameter Tolerance | +0/-0.100mm | +0/-0.025 | +0/-0.010 |
| Asphere Figure Error (P – V) | 3μm | 1μm | <0.06μm* |
| Vertex Radius (Asphere) | ±0.5% | ±0.1% | ±0.05% |
| Sag | 25mm max | 25mm max | 25mm max |
| Typical Slope Error | 1μm per 1mm window | 0.35μm per 1 mm window | 0.15μm per 1 mm window |
| Centering (Beam Deviation) | 3 arcmin | 1 arcmin | 0.5 arcmin |
| Center Thickness Tolerance | ±0.100mm | ±0.050mm | ±0.010mm |
| Surface Quality
(Scratch Dig) |
80-50 | 40-20 | 10-5 |
| Aspheric Surface Metrology | Profilometry (2D) | Profilometry (2D & 3D) | Interferometry |
* 1/10th wave at 632.8nm, limited by design and/or metrology
